

FAQ - Najczęściej zadawane pytania
Zanim kupisz
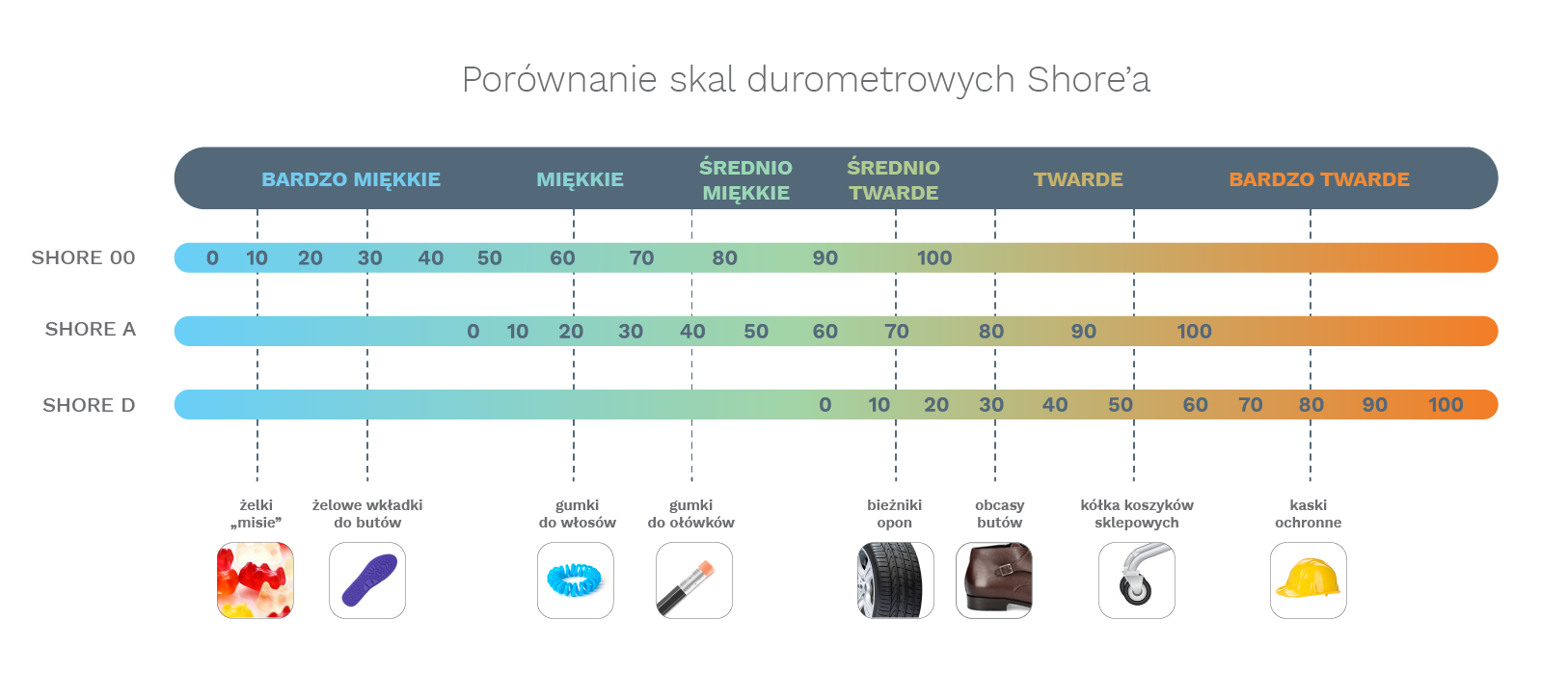
Technologia Vacuum Casting (VC) to technologia odlewania próżniowego z użyciem form silikonowych. Pozwala ona na uzyskanie części z tworzywa sztucznego w stosunkowo krótkim czasie. W większości przypadków proces odlewania przeprowadzany jest w maszynie próżniowej i polega na zalaniu formy silikonowej wstępnie ogrzanej do 70⁰C. Dzięki szerokiej gamie żywic poliuretanowych z naszej oferty, możliwe jest symulowanie różnorodnych tworzyw, takich jak: ABS, PP, PA6, POM, czy też elastomerów o twardości Shore z przedziału 30 – 95 w skali A. Zaś dzięki zastosowaniu form silikonowych, możliwe jest szybkie wykonanie kilkunastu sztuk detali o powtarzalnych wymiarach.
https://youtu.be/Qnc9ZrISOjs
Najczęściej stosowaną techniką wytwarzania tzw. master modeli, jest druk 3D. Jeśli chodzi o konkretną metodę druku, tutaj decyzja pozostaje po stronie klienta. W zależności od tego jaka jest geometria detalu, jaka jest wymagana jakość powierzchni oraz zachowanie tolerancji modelu wzorcowego, najczęściej stosowane techniki druku 3D to: SLA, PolyJet lub SLS. W przypadku potrzeby uzyskania w pełni transparentnego odlewu o jakości „szkła”, do wykonania master modelu polecamy technologię CNC i frezowanie z płyty narzędziowej np. SikaBlock M945 i poddanie go procesowi polerki.
Ogólnie rzecz biorąc silikony formierskie wykazują bardzo małą adhezję do różnego rodzaju materiałów. Dlatego ich niewątpliwą zaletą jest możliwość wykonywania w formach odlewów bez konieczności aplikowania rozdzielaczy. Inną kwestią jest stosowanie rozdzielaczy na model, z którego zdejmujemy formę silikonową. Zazwyczaj nie jest to niezbędne, jednak na pewno warto to zrobić. W przypadku modeli z drewna nałożenie wosku rozdzielczego pozwoli nadać modelowi połysk, który odda forma silikonowa. Dodatkowo pozwoli to uniknąć sytuacji, w której silikon wylewamy na odtłuszczoną powierzchnię przywrze do niej. Często aceton, izopropanol czy rozpuszczalnik nitro mogą zadziałać jak promotor adhezji i doprowadzić do przywarcia formy do modelu. Dlatego po odtłuszczaniu powierzchni zawsze warto zastosować rozdzielacz. Najlepiej stały wosk lub emulsję wodną. Takie rozdzielcze nie wpłyną na sieciowanie silikonu.
Różnica polega przede wszystkim na mechanizmie reakcji utwardzania, który determinuje wykorzystanie katalizatorów określonego typu. Znajduje to odbicie w strukturze chemicznej utwardzonego związku i przekłada się między innymi na inne parametry mechaniczne, odporności chemiczne, inną charakterystykę skurczu itp.
Silikony kondensacyjne najczęściej wykorzystują katalizator na bazie metaloorganicznych związków cyny, które najogólniej rzecz biorąc są sklasyfikowane jako materiały niebezpieczne.
https://www.tr-solution.pl/produkty/silikony_polikondensacyjne/17.40/46
Silikony addycyjne katalizowane są związkami platyny, która jest obojętna dla organizmu. Silikony takie mogą pozostawać w kontakcie ze skórą czy z żywnością bez obaw o jakiekolwiek konsekwencje.
https://www.tr-solution.pl/produkty/silikony_poliaddycyjne/17.39/46
Zależy to od takich czynników jak: materiał stosowany do odlewu (dla epoksydów mówimy o kilku sztukach, dla odlewów gipsowych o kilku tysiącach sztuk). Zawsze warto dokładnie wiedzieć jaki materiał będzie oddziaływać na silikon. W naszej ofercie posiadamy np. silikony o podniesionej odporności na żywice poliuretanowe. https://www.tr-solution.pl/produkty/silikony_formierskie/17/46
Ogólnie najlepiej przyjąć, że nie. Jednak niektóre silikony mogą łączyć się ze sobą. Tak jak np. silikony dedykowane do produkcji worków próżniowych do infuzji.
Technologia RIM to niskociśnieniowy wtrysk reakcyjny (Reaction Injection Molding). W procesie tym dwa ciekłe składniki są wtryskiwane pod ciśnieniem do formy, w której następuje proces utwardzania. Są to żywice poliuretanowe, których szeroki zakres parametrów pozwala zastępować szereg termoplastów. Ze względu na niskie ciśnienie forma nie musi być wykonana ze stali, co znacząco obniża jej koszt. Czyni to technologię RIM wyjątkowo opłacalną w produkcjach w skali do 2000 sztuk.
W technologii RIM ciśnienie wewnątrz formy oscyluje około 1 MPa. Pozwala to na stosowanie szerokiego asortymentu materiałów do produkcji form w zależności od wielkości, kształtu i wymaganej precyzji wymiarowej.
Formy można wykonywać między innymi z silikonów, sztywnych żywic poliuretanowych, laminatów i odlewów epoksydowych, płyt narzędziowych i metalu.
Materiały tego typu jak najbardziej istnieją, choć nie znajdują zastosowania. W technologii niskociśnieniowego wtrysku reakcyjnego (RIM) zazwyczaj produkowane są elementy użytkowe, od których najczęściej nie wymaga się odporności na UV. Produkty są głównie w kolorze czarnym, co niweluje widoczny efekt żółknięcia. Do materiałów UV odpornych zaliczamy materiał Biresin® KL100 FR - https://www.tr-solution.pl/produkty/RIM/15/46
W technologii odlewania próżniowego (VC) produkuje się zazwyczaj prototypy i produkty krótkoseryjne. Zazwyczaj nie wymaga się od nich odporności na zżółknięcie pod wpływem światła. Nie mniej, w jednej i drugiej kategorii znajdują się materiały odporne na UV, jednak ich koszt produkcji jest około 4-5 razy większy. Produkty z tej technologii zawsze można pokryć lakierem UV odpornym i nadać im oczekiwany kolor. Do materiałów UV odpornych zaliczamy materiały: SikaBiresin® PX 522 i SikaBiresin® PX 523 - https://www.tr-solution.pl/produkty/systemy_transparentne_i_specjalnego_zastosowania/16.80/46
Tak. Jednak należy pamiętać o dwóch rzeczach. Żywice poliuretanowe bardzo silnie reagują z wodą, dlatego barwniki muszą być bezwodne. Żywice poliuretanowe w znakomitej większości nie są odporne na promieniowanie ultrafioletowe. W efekcie przebarwienia (żółknięcia) efekt barwienia może być inny niż oczekiwany. https://www.tr-solution.pl/produkty/barwniki/20.52/46
Temat rozdzielaczy jest zbyt szerokim zagadnieniem, żeby zastosować jedną ogólną odpowiedź. Rozdzielacze należy dobierać pod kątem tego co mają rozdzielać, jaka jest częstotliwość rozformowań, jakie są możliwości aplikacji (natrysk, pędzel). Po zebraniu tych informacji najlepiej skontaktować się z naszym działem technicznym. https://www.tr-solution.pl/kontakt
Rozdzielacze silikonowe zapewniają większy poślizg niż rozdzielacze woskowe. Wymagają mniej pracy w procesie aplikacji (zazwyczaj brak polerowania). Tworzą cieńszy film na powierzchni, co z jednej strony jest ich zaletą (większa dokładność odwzorowania) z drugiej wadą (woskiem można „ukryć” niektóre wady modelu). Główna różnica wiąże się z dalszą obróbką produktu. Silikon uniemożliwia malowanie i klejenie części podobnie jak wosk, jednak wosk można usunąć wodą z dodatkiem środków czyszczących, a silikon jest praktycznie nierozpuszczalny.
Większość systemów rozdzielczych posiada odpowiednie zmywacze. Rozdzielacze na bazie wosków najskuteczniej (i najbezpieczniej) usuwać roztworami ciepłej wody z mydłem.
Do procesu tłoczenia blachy stosuje się materiały o możliwie wysokiej udarności oraz dobrych właściwościach poślizgowych. Dobrym wyborem są w tym wypadku żywice epoksydowe, a najlepiej sprawdza się system SikaBiresin® G519. Jest to epoksyd z napełniaczem dodatkowo zwiększającym jego parametry mechaniczne. https://www.tr-solution.pl/produkty/epo_narzedzia_i_modele/14.33/46
Alternatywnym rozwiązaniem do produkcji tłoczników metodą odlewu jest obróbka CNC. W tym wypadku płyta SikaBlock® M945 wykazuje odpowiednie parametry i znajduje zastosowanie w tej aplikacji. https://www.tr-solution.pl/produkty/plyty_do_oprzyrzadowania_odlewniczego/1.75/46
Proces termoformowania jest procesem złożonym i wymagającym różnych rozwiązań ze względu na stosowane materiały oraz skalę produkcji. W naszej ofercie dostępnych jest kilka systemów. Metodą CNC można wyfrezować formę w bloku LAB 1000, który ze względu na zawartość napełniacza aluminiowego zapewnia bardzo dobrą kontrole temperatury procesu. Jest to rozwiązanie pozwalające średnio na około 10 000 zaformowań. https://www.tr-solution.pl/produkty/plyty_o_wysokiej_stabilnosci_wymiarowej/1.74/46 Do serii prototypowych natomiast możemy zasugerować blok Prolab 65. Płyta ta ze względu na niewielki współczynnik rozszerzalności cieplnej zapewnia dobre wyniki termoformowania na około 50 zaformowań. https://www.tr-solution.pl/produkty/plyty_modelarskie_i_narzedziowe/1.73/46
Ciekawym rozwiązaniem są również bloki porowate Alwa Por, które ze względu na przepuszczalność powietrza w całej swojej objętości świetnie nadają się do formowania blistrów. https://www.tr-solution.pl/produkty/porowate_plyty_i_bloki/21.103/46
W przypadku produkcji metodą odlewów najlepszym rozwiązaniem jest bezskurczowy system Alwa Mould D, gdzie żywica o wysokiej wytrzymałości temperaturowej w połączeniu z pyłem aluminiowym wykorzystywanym jako napełniacz zapewnia doskonałe możliwości produkcji bezskurczowych form. System ten pozwala na montaż grzania i odpowietrzenia jeszcze przed samym odlewem, dzięki czemu czas produkcji formy jest krótszy niż w przypadku obróbki bloku aluminium. https://www.tr-solution.pl/produkty/zywice_metaktylowe/21.84/46
Jak stosować
Nie każda żywica wymaga odpowietrzenia. Jest to związane przede wszystkim ze stosowaną technologią. Konieczność odpowietrzenia zazwyczaj podana jest w karcie technicznej. W niektórych technologiach odpowietrzanie jest zbędne (RIM) w innych jest koniecznym etapem (VC).
Zagadnienie mieszania jest bardzo rozbudowane. Nie istnieją „uniwersalne” mieszadła. W małej skali praktycznie zawsze ma zastosowanie mieszanie ręczne. Jednak w przypadku zwiększenia skali konieczne jest zastosowanie mieszadeł maszynowych. W zależności od ilości mieszanego materiału, jego lepkości oraz posiadanego (bądź nie) napełniacza należy tak dobrać mieszadło, aby unikać zapowietrzenia produktu. Przykładem mieszadeł do systemów napełnionych są mieszadła firmy Alwa https://www.tr-solution.pl/produkty/mieszadla/21.83/46
Nadmiar POLIOLU:
• Materiał wyraźnie bardziej elastyczny.
• Na powierzchni pojawia się tłusty nalot.
Nadmiar IZOCYJANIANU:
• Wysoka temperatura reakcji.
• Materiał bardziej kruchy.
• Większy skurcz.
• Na powierzchni pojawia się biały „pyłek.
Nasze transparentne żywice epoksydowe (seria TD) dobieramy zawsze pod kątem grubości odlewów. Żywice epoksydowe w procesie utwardzania wytwarzają temperaturę. Ten wzrost temperatury przyspiesza reakcję. Wraz ze wzrostem grubości odlewu spadają możliwości odprowadzenia temperatury procesu. Prowadzi to do sytuacji, w których żywica zwiąże zanim zdąży się samoczynnie odpowietrzyć, a w skrajnych wypadkach nastąpi jej przebarwienie/wygięcie pod wpływem temperatury procesu. https://www.tr-solution.pl/produkty/transparentne_epo/14.36/46
Większość uszczelniaczy i rozdzielaczy nakładamy czystą bawełnianą szmatką. Najczęściej po użyciu taka tkanina nie nadaje się do dalszej pracy, ponieważ zarówno rozdzielacze jak i uszczelniacze utwardzają się na powierzchni tkaniny. Część rozdzielaczy i uszczelniaczy może być aplikowana natryskowo. Wtedy zazwyczaj w karcie technicznej znajduje się stosowna informacja.






